001 Welding: Treatment of weld beads
1. What is a weld bead?
his time, we will introduce weld bead processing that is difficult for designers to visualize.
When overlay welding is performed, irregularities like a semicircle are formed on the surface.
Generally, such a part is called a weld bead.
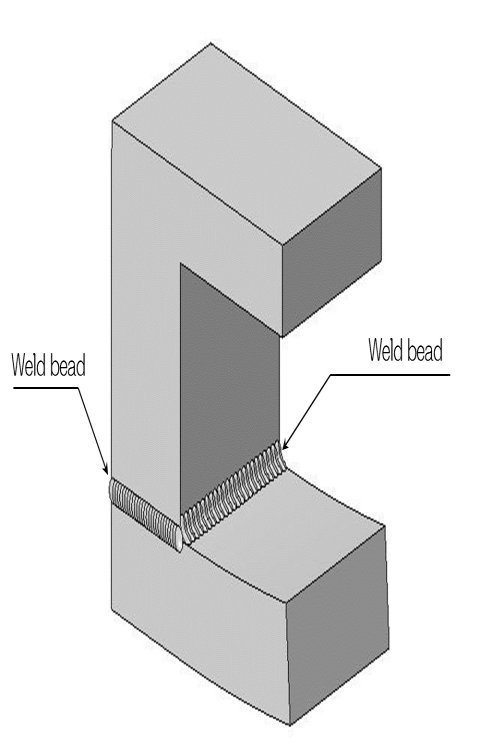
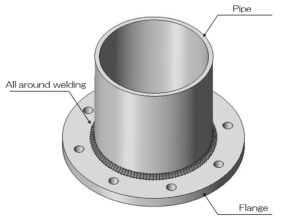
For example, as shown in the diagram above, fillet welds form an arc-shaped weld bead, and when butt welds are overlaid, a line-shaped raised weld bead is formed.
Additionally, discoloration occurs around the weld bead due to welding burn.
Overlay welding is a method of welding while adding a filler rod.
In addition to the melting of the base metals, a filler rod is added, which further improves the strength of the joint.
A method of welding by licking the joint surface without adding a filler rod is also called licking.
The distance of the protruding part of a fillet weld is called the leg length, and is a value included in the welding instructions.
Naturally, the longer the leg length, the stronger the joint will be, but it will require more man-hours, such as adding more filler rods, and the distortion caused by welding will increase.
How to treat weld beads
Post-treatment of weld beads varies depending on the materials to be welded and the intended use of the parts.
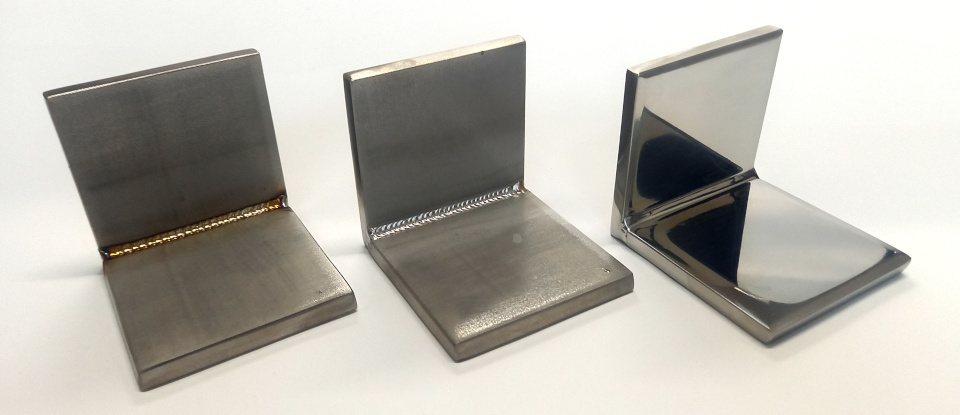
(1) Weld bead and burnt remains intact (left in the above figure)
(2) Leave the weld bead as it is and only remove burnout (center of the above figure)
(3) Finish the weld bead smoothly (bead cut, right in the above figure)
Generally, (1) is often used for aluminum and iron materials.
In the case of aluminum, there is little penetration, so bead cutting can significantly reduce the strength of the joint.
In the case of iron, it is basically painted or plated, so the weld bead is often left as is, mainly to reduce costs.
This type of treatment is especially common for frame-shaped canned products such as building frames.
When trying to reduce costs by using stainless steel, it is often the case that only (2) burn-off is performed.
Parts that require particularly high strength can be processed in this way.
The main methods of removing burn marks are by applying an acidic solvent called pickling, or in some cases by buffing.
The unevenness of the weld bead remains intact, and only the discoloration caused by burntness is removed.
When finishing welded parts with precision on precision mechanical parts, when removing weld beads on external parts, or when surface irregularities are not acceptable for applications such as food and medical fields, weld bead smoothing treatment is applied. Masu.
This process is commonly called bead cutting.
Normally, bead cutting involves simply grinding the raised part smooth with a grinder, but in the case of stainless steel, it is further polished by buffing.
In this case, the finish is often equivalent to #400.
The reality is that welding processing is rarely instructed in drawings.
Even if you do not receive detailed instructions using welding symbols, simple instructions such as notes will be very helpful information for the manufacturing side, so please be sure to check before issuing drawings!